鑄造的工藝特點:
表面出現(xiàn)的“釉化,涂料層或燒結(jié)層
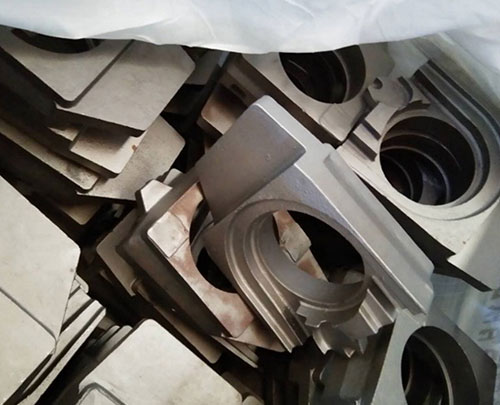
水輪機葉片打箱后將表面的砂子清理干凈��,在鑄件表面出現(xiàn)一層灰白色的表面附著物����,用肉眼觀察是涂料層。該附著物和鑄件表面粘結(jié)在一起����,用風鏟難以清理,拋丸亦難 大部分附著物����。局部剝離后測量厚度約1~2mm,表觀象陶瓷釉�����,殘片斷面用砂輪機打磨后可見金屬光澤。需要后續(xù)氣刨處理���,造成了缺肉需要焊補�,增加了后續(xù)的工作量����,降低了工作效率。
2.界面型砂燒結(jié)及粘砂
水輪機葉片靠近進水邊厚大區(qū)域���,表面除了上述的“釉化�,燒結(jié)層外���,界面型砂還出現(xiàn)了20~50mm厚的燒結(jié)層�����,幾乎是使用鉻礦砂厚度的2/3�,將這種燒結(jié)層用氣刨的方法從鑄件上完整剝離下來后���,發(fā)現(xiàn)涂料層完好無損�����,厚度達1一2mm�,無金屬滲漏的現(xiàn)象�����。
3.粘砂
其特征是靠近內(nèi)澆道區(qū)域面砂還出現(xiàn)了20~50mm厚的燒結(jié)層��,把清理下來的粘砂殘片打磨拋光后�,整個斷面出現(xiàn)金屬光澤,這種金屬光澤分布不均勻�����,有明顯的濃度階梯��,僅在靠近界面處2mm外顏色有逐漸變灰的趨勢�����。從宏觀上看�,這種“釉化,粘砂缺陷符合機械滲透性粘砂的特征,拋光后的“釉化粘砂燒結(jié)層��。
鑄造工藝設(shè)計就是根據(jù)鑄件的結(jié)構(gòu)特點��,結(jié)合生產(chǎn)實際�����,設(shè)計出一套既質(zhì)量��,又可獲得較高經(jīng)濟效益的操作指導文件和質(zhì)量控制文件���,并在執(zhí)行 的前提下生產(chǎn)出了符合要求的產(chǎn)品����。
大型鑄件鑄造工藝設(shè)計工藝因素多���,運用的設(shè)計手段多�����,一些在小件中不顯眼的因素���,在大件中有顯著的影響�。大型鑄件批量較小��,工藝試驗和改進困難��,設(shè)計者要求有豐富的知識和經(jīng)驗.設(shè)計的�����。
程和內(nèi)容主要有:鑄件的工藝性分析���、鑄造工藝方案選擇、鑄造工藝參數(shù)的選定��、鑄件成形的控制�����、鑄件的熱處理技術(shù)����、鑄造工藝裝備的設(shè)計、鑄件的后處理技術(shù)等�,是鑄造工藝設(shè)計的核心,通常意義上的鑄造工藝設(shè)計的涵義就是這部分����。
鑄造工藝設(shè)計是在總結(jié)和提高的基礎(chǔ)上編制的,它是獲得 高產(chǎn)鑄件的一項技術(shù)管理措施�����。在選定鑄造工藝方案時��, 考慮鑄造車間的具體條件����,如鑄造設(shè)備運轉(zhuǎn)情況���、生產(chǎn)能力����,鑄鋼件的結(jié)構(gòu)和尺寸����、技術(shù)要求以及生產(chǎn)數(shù)量等。下面就鑄造工藝方案選擇的主要原則���,進行初步討論���。
鑄造件生產(chǎn)的工藝方案決定以后,還應(yīng)根據(jù)產(chǎn)品零件圖的形狀��、尺寸和技術(shù)要求,選定好各種鑄造工藝參數(shù)��。鑄造工藝參數(shù)是由金屬種類和鑄造方法等的特點決定的����。
其內(nèi)容主要包括鑄造收縮率�����、機械加工余量���、拔模斜度�����、鑄造圓角和芯頭尺寸等,還有工藝補正量和分型負數(shù)等�。選擇鑄造工藝參數(shù)時 根據(jù)實際的生產(chǎn)情況,靈活運用�。